中频炉炉底吹氩精炼净化金属液的实际数据及方法技术
发布时间:2021-06-03 08:06:06|浏览次数:
中频感应炉精炼技术,在冶炼合金钢、特殊要求钢时,可使中频感应炉由“化钢”转变为炼钢,使其质量指标达到目前的LF,VD,AOD精炼炉、真空脱气炉的质量水平,是适用于中小炉型冶炼及铸造企业提高质量,减少废品的一个重要途径,是一种投资少、见效快、成本低、质量高的生产工艺,是一种节能降耗的环保型生产工艺。本技术是根据不同的钢种、不同的要求、不同的气体通过中频感应炉精炼供气系统的控制气体流量,达到去除夹杂物及O、N、H含量,或特种要求所需脱碳及含氮钢时吸入氮气增氮。。
中频炉吹氩精炼的原理:感应炉底吹氩精炼过程是在钢液预脱氧完成,取样分析补加合金后,将高纯度氩气通过安装在炉底的气体扩散器导入钢液(只会透气不会渗漏钢液),当氩气通过气体扩散器,分散度较高,具有较大上升速度的气泡流。无数的气泡通过钢液将会把O、N、H及夹杂物带出钢液,从而达到精炼的作用。
钢液内部每个氩气泡就是一个小的“真空室”,在氩气气泡里不含O、N、H的气体,也就是说氩气泡里面的这些气体分压力等于零,当氩气泡穿过钢液时,呈溶解状态存在的O、N、H和非溶解状态存在的CO等均会自动的进入氩气泡内,非金属夹杂物被吸附在氩气泡表面,并随气泡的上升溢出,或到金属液表面,通过精炼剂打渣,从而达到脱气、去除非金属夹杂物的目的。
中频炉吹氩精炼后金属液的质量纯净度大大提高,精炼前后的夹杂物对比明显降低,气体含量大大减少,具体对比如下;
1.吹氩精炼去除铅(pb)的效果
|
钢种 |
吹Ar min |
精炼前(%) |
精炼后(%) |
降低率(%) |
|
40 |
45 |
0.0087 |
0.0016 |
80.4 |
|
AISI430 |
40 |
0.0300 |
0.008 |
78.2 |
2.吹氩精炼去氢(h)的效果
|
钢种 |
吹Ar min |
(H)含量的变化/10-6 |
降低率(%) |
|
精炼前(%) |
精炼后(%) |
|
40 |
55 |
12.0 |
2.8 |
75.9 |
|
AISI430 |
45 |
9.3 |
4.51 |
52.1 |
|
2GMN13 |
35 |
7.9 |
4.15 |
50.0 |
3. 夹杂物:钢中非金属夹杂物显微评定方法GB10561-2005
|
项目 |
A |
B |
C |
D |
|
硫化物 |
氧化物 |
硅酸盐 |
球状氧化物 |
|
精炼前平均 |
1.8级 |
1.7级 |
1.5级 |
2.1级 |
|
精炼后平均 |
0.55级 |
0.64级 |
0.5级 |
0.67级 |
|
平均降低% |
69 |
62 |
67 |
68 |
现实测标准完全满足技术要求:
4. 氢含量小于1.0PPM,满足模具钢要求≤2.5PPM,其他钢种≤3.0PPM
5. 氧含量小于0.005%
6. 对钢锭加工后,进行超声波检测均达到(GB/T133515-1991)二级标准
7. 对304等不锈钢精炼与不锈钢的机械性能对比:(GB/T328-2002)
1) 拉升强度:精炼钢前的549.53Mpa,精炼后606.82Mpa,提高57.29Mpa
2) 屈服强度:精炼钢前的270Mpa,精炼后339.52Mpa,提高69.52Mpa
3) 最大力:精炼钢前的38.46Mpa,精炼后49.10Mpa,提高10.64Mpa
本技术适用与感应炉和工频炉,吨座为0.5T-20T炉体。
适用于:
1)碱性MgO砂炉衬
2)弱碱性MgO+AI2O3炉衬
3)中性刚玉AI2O3炉衬
4)偏酸性中性AI2O3+SiO2炉衬
本技术不会增加冶炼时间,因为精炼是在金属熔化过程中进行精炼,因而不会延长冶炼时间,也不会增加电耗。
因金属液经过精炼,使金属制品质量明显提高。而成本有所增加,每吨金属制品同步增加10.8元。但金属制品质量的提高、废品的减少、炉衬使用次数增加、总的来讲成本还是降低的。
五吨中频感应炉炉底吹氩精炼总结:
一、2020年8月12日采用湘潭和鑫盛吹氩专用中性干打料打制,同天下午6点烤炉,第二天上午8点取样,前两炉按工艺没有吹氩精炼,第三炉按工艺开始吹氩精炼。
二、至8月21日以生产21炉,取其中有代表的三炉钢锭。炉号110483,钢种42CrMo做吹氩前、吹氩后、成品取样进行对比夹杂物含量。对比结果见下表,通过对比硫化物、氧化铝、硅酸盐、球状氧化物,夹杂物明显减少,能达到预期效果,其中化学成分见下表。
三、吹氩精炼时间为40-55分钟,压力为0.5Mpa。优质钢为40分钟,特殊要求及特殊用途为55分钟,平均三炉钢使用一瓶氩气,成本为15元/吨钢。
四、吹氩后熔炼时间能缩短,炉底吹氩能加速金属液的搅拌,均衡炉内温度,促进合金反应,同以前未采用吹氩精炼比较,能节约冶炼时间。
五、炉衬寿命有明显提高,现在正炼48炉,炉体情况无明显变化,未进行修补,以往未吹氩工况已修补一次,此炉预计可达到100-120炉次以上,比未吹氩精炼提高20炉次以上。
甲公司精炼前后金相分析夹杂物数据对比(2020年8月)
|
炉号 |
钢种 |
取样时间 |
A
硫化物 |
B
氧化铝 |
C
硅酸盐 |
D
球状氧化物 |
|
110427 |
30Cr1Mo1v |
精炼前 |
2.5级 |
2.5级 |
1.4级 |
2.5级 |
|
精炼后 |
0.5级 |
0.3级 |
0.0级 |
1.5级 |
|
110480 |
42CrMo |
精炼前 |
2.5级 |
2.5级 |
1.9级 |
2.5级 |
|
精炼后 |
0.5级 |
0.5级 |
1.0级 |
0.5级 |
|
110483 |
42CrMo |
精炼前 |
2.0级 |
1.5级 |
1.9级 |
2.5级 |
|
精炼后 |
1.0级 |
0.5级 |
1.0级 |
0.5级 |
|
110490 |
42CrMo |
精炼前 |
1.5级 |
1.4级 |
1.8级 |
2.0级 |
|
精炼后 |
0.5级 |
0.5级 |
0.5级 |
0.5级 |
|
110496 |
42CrMo |
精炼前 |
1.5级 |
1.0级 |
1.5级 |
1.5级 |
|
精炼后 |
0.5级 |
0.7级 |
0.5级 |
0.5级 |
|
110544 |
III3 |
精炼前 |
0.7级 |
1.0级 |
0.5级 |
1.2级 |
|
精炼后 |
0.5级 |
1.0级 |
0.5级 |
0.5级 |
|
110521 |
304 |
精炼前 |
2.0级 |
2.5级 |
2.0级 |
2.5级 |
|
精炼后 |
0.5级 |
1.0级 |
0.5级 |
0.5级 |
|
110524 |
9Cr2Mo |
精炼前 |
2.2级 |
1.5级 |
2.0级 |
2.5级 |
|
精炼后 |
0.5级 |
0.6级 |
0.9级 |
1.0级 |
|
110541 |
Cr12 |
精炼前 |
1.0级 |
1.3级 |
0.5级 |
1.5级 |
|
精炼后 |
0.5级 |
1.0级 |
0.0级 |
0.5级 |
|
110533 |
42CrMo |
精炼前 |
|
|
|
|
|
精炼后 |
0.6级 |
0.5级 |
0.5级 |
0.7级 |
|
110519 |
35Cr24Ni7si2NRe |
精炼前 |
|
|
|
|
|
精炼后 |
0.5级 |
0.5级 |
0.0级 |
0.7级 |
|
11533 |
GCr15 |
精炼前 |
0.8级 |
1.0级 |
0.5级 |
1.0级 |
|
精炼后 |
0.5级 |
0.65级 |
0.0级 |
0.5级 |
|
110661 |
Cr13 |
精炼前 |
0.7级 |
0.8级 |
0.7级 |
1.0级 |
|
精炼后 |
0.5级 |
0.5级 |
0.6级 |
0.5级 |
|
110652 |
III3 |
精炼前 |
0.5级 |
0.6级 |
0.8级 |
1.0级 |
|
精炼后 |
0.5级 |
0.4级 |
0.6级 |
0.5级 |
|
110563 |
P91 |
精炼前 |
0.7级 |
0.6级 |
0.5级 |
1.0级 |
|
精炼后 |
0.5级 |
0.5级 |
0.5级 |
0.5级 |
|
精炼前后夹杂物对比 |
降低% |
44% |
44% |
36% |
56% |
乙公司抽样精炼钢锭金相分析夹杂物(2021年2月8日)
|
钢种 |
精炼后取样 |
A
硫化物 |
B
氧化铝 |
C
硅酸盐 |
D
球状氧化物 |
|
35Cr2Mo |
|
2.5级 |
2.5级 |
1.7级 |
2.5级 |
|
42Cr2Mo |
|
1.5级 |
1.3级 |
1.5级 |
2.0级 |
|
20CrMn2Mo |
|
1.5级 |
1.5级 |
1.57级 |
2.33级 |
|
平均 |
|
1.8级 |
1.76级 |
1.57级 |
2.33级 |
|
甲公司 |
精炼后 |
0.5级 |
0.51级 |
0.54级 |
0.54级 |
|
甲公司与乙公司相比低的级数 |
低1.3级 |
低1.25级 |
低1.03级 |
低1.79级 |
丙公司抽样精炼钢锭金相分析夹杂物
|
钢种 |
精炼后取样 |
A
硫化物 |
B
氧化铝 |
C
硅酸盐 |
D
球状氧化物 |
|
H13 |
精炼 |
0.5级 |
1.0级 |
1.0级 |
1.5级 |
|
H13 |
电渣锭 |
0.5级 |
0.5级 |
0.6级 |
1.0级 |
|
平均 |
|
0.5级 |
0.75级 |
0.8级 |
1.25级 |
|
甲公司 |
|
平均0.5级 |
平均0.51级 |
平均0.54级 |
平均0.54级 |
|
甲公司与丙公司相比低的级数 |
低0级 |
低0.24级 |
低0.26级 |
低0.71级 |
甲公司(304)1.6吨铸件精炼前后抗拉强度及屈服度对比
|
|
最大力KN |
抗拉强度Mpa |
屈服强度Mpa |
|
未精炼 |
38.46 |
489.69 |
270 |
|
精炼后 |
49.1 |
606.82 |
339.37 |
|
对比增加 |
10.64 |
117.13 |
69.37 |
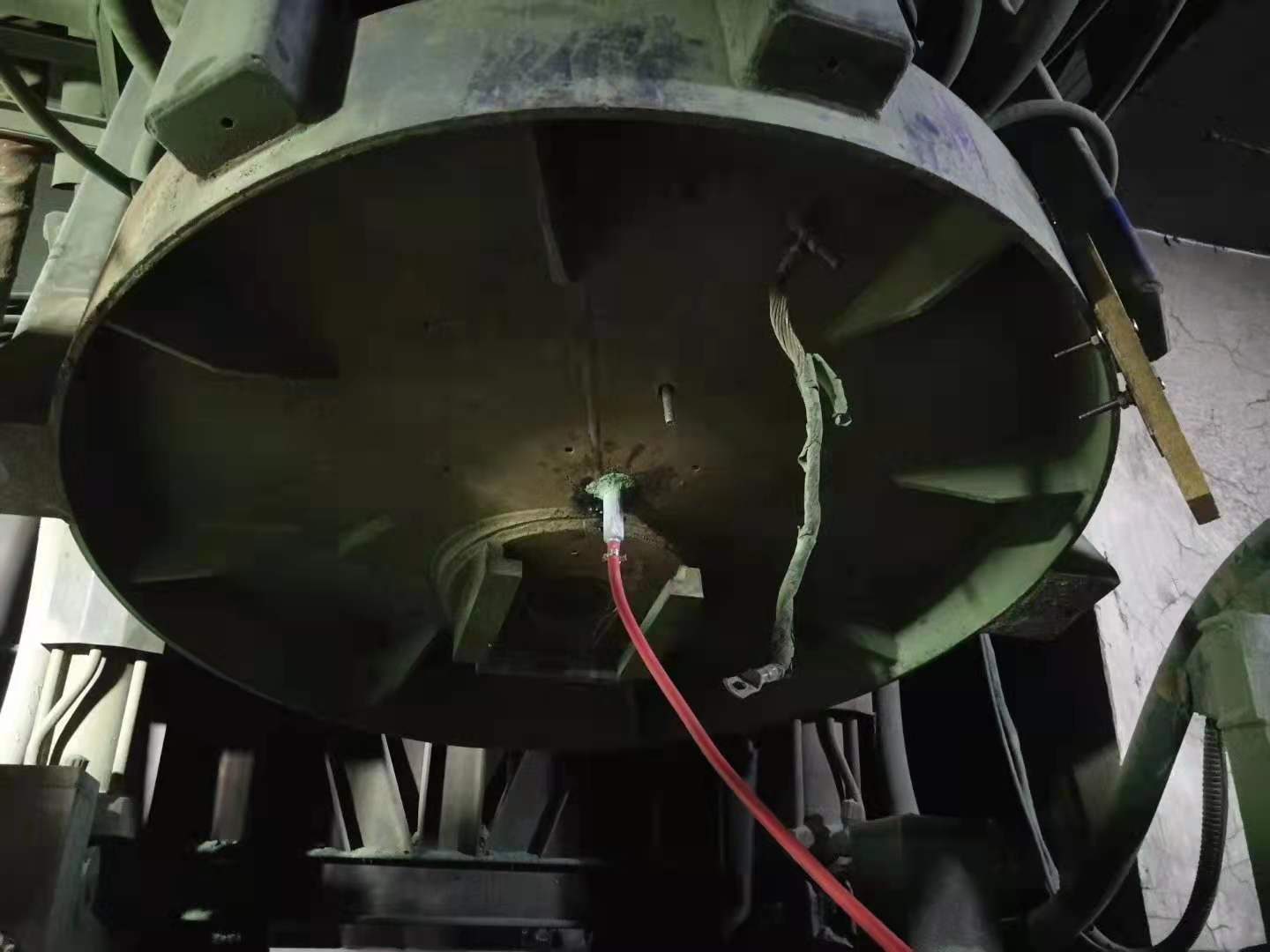
中频炉底部吹氩精炼净化技术施工方式
2020年浙江施工记录:
1、准备铸炉:
2、气体扩散器:
1)预埋式,气体扩散器上施工湘潭和鑫盛专用透气料,气体扩散器不与熔体直接接触,安全性非常高;2)所产生的气泡极微小,吸附能力强。3)气体扩散器可重复使用,减少更换频次,提高生产效率。4)湘潭和鑫盛专利—中频炉用无金属气体扩散器,相比传统的有金属扩散器,具有低导热、不导磁、性能稳定的优势。
3、安装好气体扩散器,铺纸
4、开始打底,气体扩散器上填充专用透气料
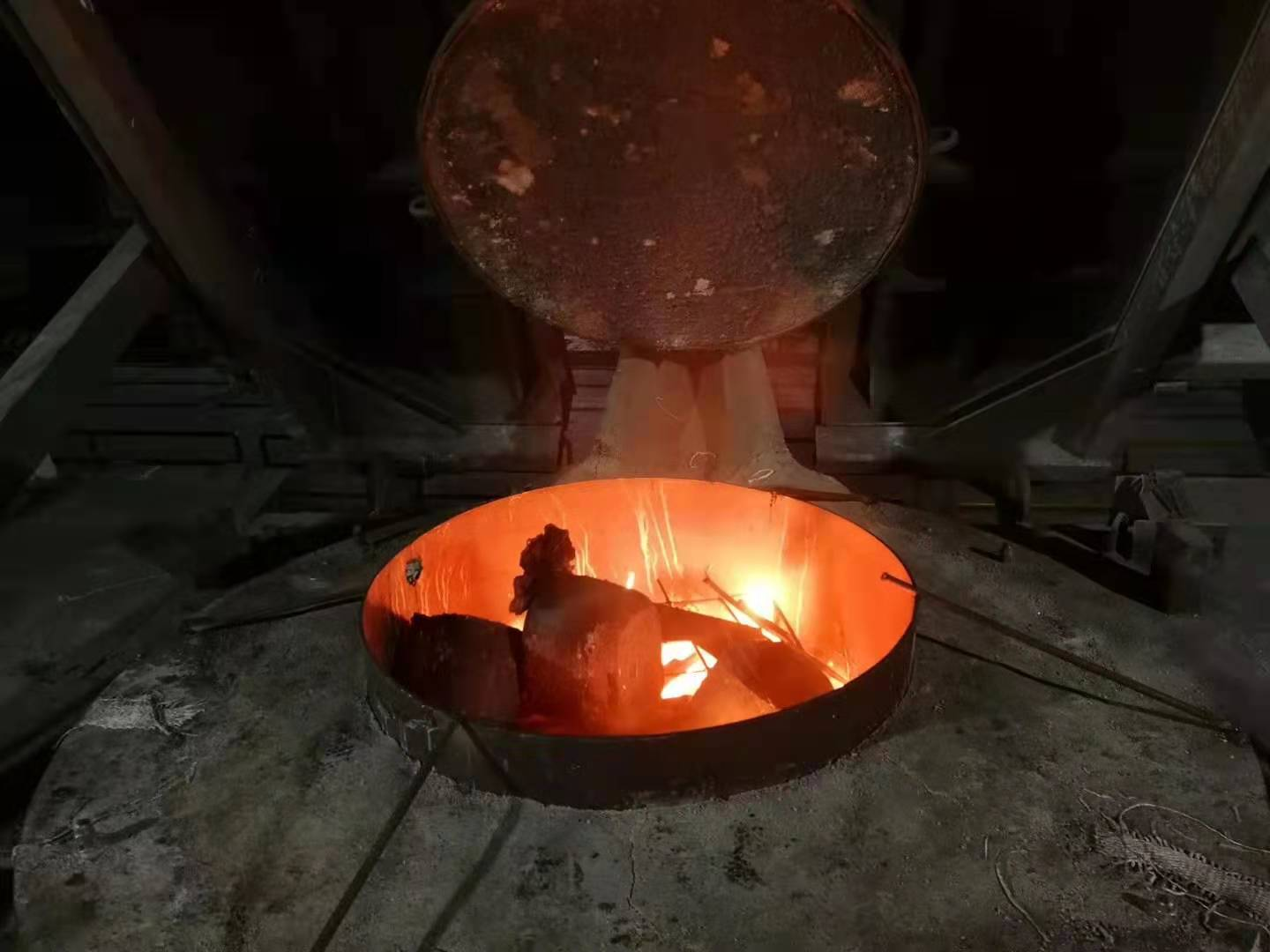
5、开始放坩埚,打炉
6、打完炉口,整体完成打炉
7、吹氩管连接湘潭和鑫盛专利——气体保护和精炼净化金属液智能系统
8、通过和鑫盛产“气体保护和精炼净化金属液智能系统”本系统经智能控制实现:a、随着电炉内金属液增加和减少,系统智能监控调节,吹入气体流量稳定,现场无需专业人员调节;b、系统有自动控制防堵塞、疏通气道功能,维持吹氩长效;c、系统有气源净化、少气过压报警功能,保障现场安全。
9、烘炉
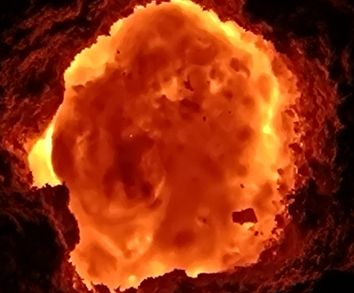
10、开始通过和鑫盛吹氩智控系统吹氩,金属液表面工况
11、使用”和鑫盛精炼剂”吸附浮上来的夹杂物(脱硫降磷)、隔离空气(减少O、N再污染)
中频炉吹氩精炼净化技术总结:
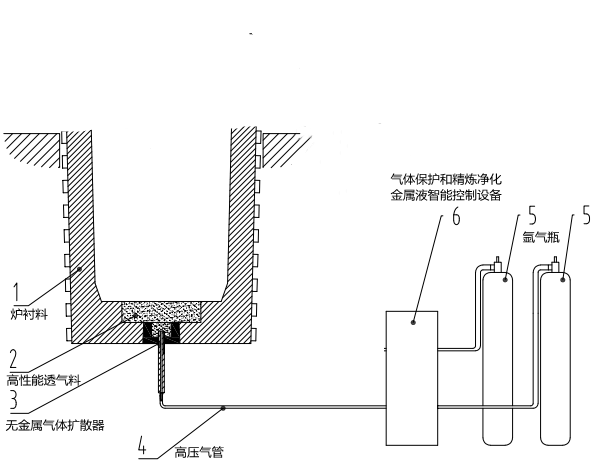
埋入式中频炉底吹氩方法:透气设备预埋在特殊炉衬材料底下,氩气透过特殊炉衬料均匀进入到熔体中。该方法使用的智能控制设备和无金属气体扩散器,区别于传统的有金属透气砖,由耐火材料以液压式高温烘烧成型,而其粒密度设计为使气流最佳化并具有抗金属穿透性,气体通过它可以产生均匀的微小气泡,不导磁、低导热。其结构如图1所示。特点包括:1、预埋式,不与熔体直接接触,安全性非常高;2、所产生的气泡微小,吸附能力强。3、气体扩散器可重复使用,减少更换频次,提高生产效率。
图1埋入式炉底吹氩
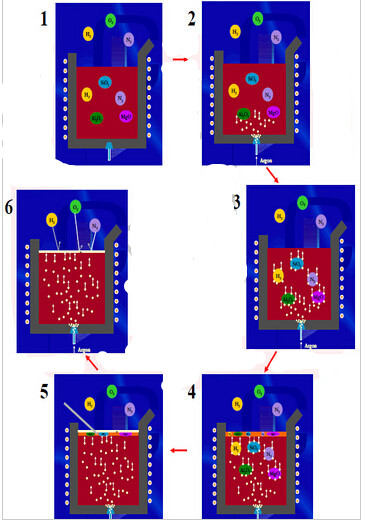
埋入式炉底吹氩的程序及产生的效果如图2所示:
图2 埋入式炉底吹氩效果图
目前,在世界范围内已有上千家铸造厂使用埋入式炉底吹氩技术,每个使用者都从以下几方面得到实惠:
(1) 减少废品率
(2) 改善铸件质量
(3) 减少针孔
(4) 去除夹杂
(5) 减少气体含量
(6) 温度均匀化
(7) 合金元素及脱氧剂的均匀化
(8) 提高炉衬寿命
埋入式炉底吹氩需具备的条件
为保证透气效果,埋入式炉底吹氩要求对于使用环境有一定的要求:气体通过无金属气体扩散器时,经过无金属气体扩散器的调配,具有非常细小的具有穿透性的气泡;炉底材料除了具有卓越的耐火性能外,同时具有良好的透气性能;此外,需要整体浇注炉底以及线圈保护料,形成密室,避免气体从炉底、线圈,或者从炉底与线圈结合处溢出。
结论
(1)、埋入式炉底吹氩技术相较于传统的接触式吹氩,在透气效果、安全性、耐用性等各方面有明显优势。
(2)、中频感应炉熔炼采用无金属气体扩散器进行底部吹氩,可有效降低熔体中的有害气体及氧化物夹杂含量,改善熔体质量,提高铸件等级。
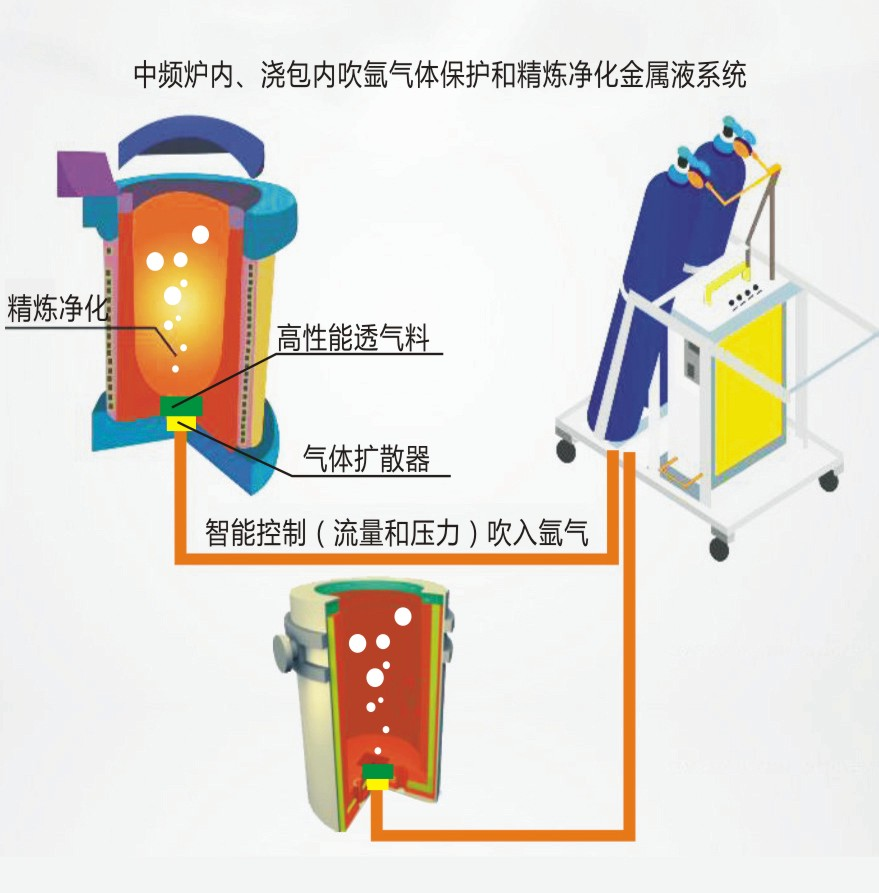
和鑫盛中频炉及浇包内金属液吹氩精炼净化技系统
中频炉或浇包底吹氩气体保护和精炼净化金属液智能系统,是通过在中频炉或浇包底部设置有氩气进气口与气体扩散器相连接,使氩气能充分得排尽中频炉或浇包内的空气,使铸件铸造时表面不易被氧气氧化形成杂质,且气体扩散器的出气口上设置有高性能透气料,高性能透气料有只允许气体通过的微孔,使氩气能够进入中频炉或浇包内,而不会产生钢水倒灌的穿底事故。
通过在炉内、浇包內吹入无数微小氩气泡,氩气泡上浮过程中通过表面张力和体积膨胀,维持负压“真空室”,吸附分散在金属液中的氢氧氮硫磷和SiO2、AL2O3、MgO、MnS、FeS等诸多有害杂质到金属液表面,挥发或通过精炼剂造渣去除;
中频炉内、浇包内吹氩能加速金属液与合金等反应,有助金属液整体温度均衡,缩短合金化的熔炼时间,更益于金属液的均化结晶;
氩气比重比空气大,在吹氩过程中,炉内加入精炼剂,金属液表面会覆盖有氩气和精炼剂,使金属液与空气几乎隔绝,避免金属液受污染,且精炼剂吸附反应金属液中的硫化物、磷化物和氧化物,成渣去除,洁净金属液,基本达到LF、VD 、AOD、真空炉的精炼效果。
项目联系:袁18173231009
公司名称:湘潭和鑫盛新材料有限公司











 网站首页
网站首页 协会概况
协会概况 最新资讯
最新资讯 政策专区
政策专区 产业链配套
产业链配套 行业统计
行业统计 技术交流
技术交流 服务专区
服务专区 人力资源
人力资源 会员中心
会员中心 招商
招商 联系我们
联系我们