挤压铸造与激光选区熔化成形2024铝合金的显微组织差异
范朝劲1, 2,刘明阳1, 2,李毅波1, 2, 3*
(1.中南大学轻合金研究院;2.高性能复杂制造国家重点实验室;3. 中南大学机电工程学院)
摘要:激光选区熔化技术(SLM)的创新性在于该技术相对于铸造技术能够以可快速生产复杂的部件,2024铝合金较宽的凝固温度区间使其在SLM凝固过程中容易产生裂纹等缺陷。本研究比较SLM成形2024铝合金和流变挤压铸造成形2024铝合金的显微组织,结果表明:SLM成形2024铝合金的微观组织不及挤压铸造成形2024铝合金分布均匀,且两者的第二相分布差异显著。向SLM成形2024铝合金中加入TiC颗粒能够显著细化晶粒,并减弱晶粒的择优取向,降低织构。
关键词:激光选区熔化; 2024铝合金; 挤压铸造; 显微组织
The difference of microstructure between extrusion casting and laser selective melting of 2024 aluminum alloy
Zhaojin Fan1,2, Mingyang Liu1,2, Yibo Li1,2,3*
(1.Light Alloy Research Institute,Central South University; 2.State Key Laboratory of High Performance Complex Manufacturing; 3. College of Mechanical and Electrical Engineering,Central South University)
Abstract: The innovation of laser selective melting technology (SLM) lies in its ability to rapidly produce complex components compared with casting technology. The wide solidification temperature range of 2024 aluminum alloy makes it easy to produce cracks and other defects during SLM solidification.This study compares the microstructure of 2024 aluminum alloy formed by SLM rheological extrusion casting. The results show that the microstructure of 2024 aluminum alloy formed by SLM is more complex than formed by extrusion casting, and the second phase distribution of the two is significantly different.The addition of TiC particles into SLM 2024 aluminum alloy can significantly refine the grains, weaken the preferred orientation of grains, and reduce the texture.
Key words: Selective laser melting; 2024 aluminum alloy; extrusion casting; microstructure
1 引言
现代工业需要制造重量轻的几何零件,也要求降低生产成本和生产时间。这种需求导致了增材制造技术的发展。激光选区熔化技术(SLM)属于金属增材制造技术的一种,是中国制造2025计划大力发展的先进制造技术[1],在制造过程中,高能激光束根据计算机辅助设计(CAD)数据,使激光束有选择性地扫描粉床的x-y平面 ,从而熔化粉末,在每一层凝固之后放低粉床,以便沉积下一层粉末。从而逐层构建零件[2]。这种特有的分层制造工艺可以快速生产复杂的几何部件,不需要耗时的模具设计过程[3][4],其具有优良的生态特性,是一种更清洁、更节约资源的生产过程。废物产生率几乎为零[5]。所以在最近十年得到快速发展,在航天航空、汽车、生物医学及其他行业中广泛应用[6]。
2024铝合金属于2系铝合金,其主要的合金元素为Cu、Mg和Mn元素,强度高、耐热性好,在航空领域应用广泛用作于制作各种高负荷的零件和构件,如飞机上的骨架零件,蒙皮,隔框,翼肋,翼梁,等构件,通常是通过流变挤压铸造工艺生产。然而,其较宽的凝固温度区间使其在选区激光熔化过程容易产生裂纹和柱状晶等缺陷[7][8],故在国内外的研究进程相对缓慢。本文通过比较本人制造的SLM成形2024铝合金和哈尔滨工业大学的肖冠菲[9]制造的流变挤压铸造成形2024铝合金的显微组织,这项对比研究可以突出SLM成形合金和挤压铸造合成形合金在显微组织方面的差异。
2 实验材料与方法
本人采用西安铂力特BLT-320激光选区熔化设备对长沙天久材料有限公司生产的2024铝合金粉末进行成形验证实验。其SLM成形参数:激光功率300W,扫描速度1000 mm/s,层厚30μm,扫描间距100μm,预热温度200℃,本实验工艺采用的试样尺寸为18×18×18mm。
哈尔滨工业大学的肖冠菲结合挤压铸造和半固态流变成形技术,采用机械搅拌法制备2024铝合金半固态浆料,浇注至模具型腔中挤压铸造出2024铝合金筒形件。其搅拌温度为625℃,搅拌时间为25min。
将SLM成形2024铝合金通过电感耦合等离子体原子发射光谱法(ICP-OES)成分分析,与挤压铸造成形2024铝合金进行的X射线荧光光谱的成分分析进行对比:
表1 2024铝合金的化学成分
|
成形方法 |
Cu |
Mg |
Mn |
Si |
Fe |
Al |
|
SLM |
4.1% |
1.49% |
0.67% |
0.09% |
0.12% |
余量 |
|
挤压铸造 |
4.522% |
0.982% |
0.577% |
0.094% |
0.124% |
余量 |
将SLM成形2024试件与挤压铸造成形2024试件进行取样分析,所取试样经过SiC砂砂纸进行打磨和抛光后,采用凯勒试剂(体积分数为:2.5%HNO3+1.5%HCL+1%HF+95%H2O)进行化学腐蚀,腐蚀时间为15-20S,腐蚀后立即用酒精进行清洗,再进行金相显微镜进行金相观察,再用场发射电子扫描显微镜对成形试件的析出相进行观察分析。
3. 试验结果与分析
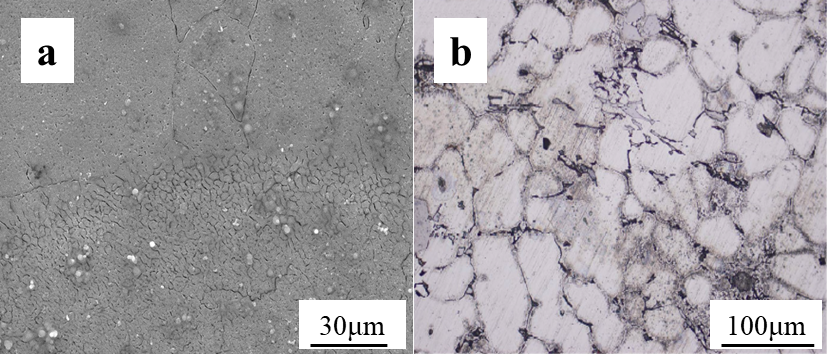
图1为不同工艺成形2024铝合金的显微组织图,图1a为SLM工艺,其呈现典型的激光轨迹。激光轨迹可以分为两个主要区域:熔池中心和熔池边界,在熔池中心处,显微组织是微细的等轴晶,此处只经历过一次激光扫描;在熔池边界处,晶粒结构为粗大的胞状树枝状结构,熔池边界的晶粒粗化是由于其较低的凝固速率(两个相邻熔池重叠处的凝固时间较长)造成的。在SLM过程中,铜和镁的快速凝固可能会阻碍铜和镁的扩散。因此,第二相的析出受到限制,形成了精细的过饱和胞状树突结构。图1b为挤压铸造成形,其晶粒受到很大的变形,呈现出细长的条状晶粒,在经过搅拌过程后,其晶粒的破碎程度不高,因此晶粒并未完全细化,呈现出粗大的条形组织。
图1 不同工艺成形2024铝合金显微组织图(a)SLM工艺 (b)挤压铸造工艺[9]
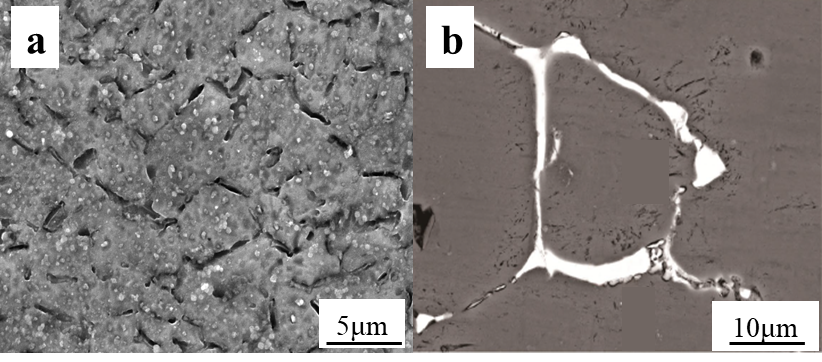
图2为不同工艺成形2024铝合金的扫描电镜图,图2a为SLM工艺,在晶粒内部有白色的第二相生成,第二相的类型尚未确定,但通过扫描电子显微镜(SEM)的能量色散光谱(EDS)的分析结果,第二相主要主要由Al、Cu、Mg三种元素组成,初步判定为S相 (Al2CuMg)。图2b为挤压铸造工艺,其晶粒尺寸在20μm左右,晶粒有明显的三角晶界特点,在晶界周围由分布这连续的析出相,经过扫描电子显微镜(SEM)的能量色散光谱(EDS)的分析结果,其析出相除了Al元素外,还含有大量的Cu元素和少量的Mg元素,故第二相为 Al2CuMg和Al2Cu,这是由于在成形后的冷却过程中,第二相在晶界处析出,聚集了大量的Cu元素
图2 不同工艺成形2024铝合金扫描电镜图:(a)SLM工艺 ;(b)挤压铸造工艺[9]
为了进一步改善SLM成形2024铝合金的显微组织,向2024铝合金中加入0.5%的纳米TiC粉末,使用相同的工艺制成SLM成形0.5%TiC/2024铝合金。,图3a和图3c是SLM成形2024铝合金的尺寸分布图和极射投影图,图3b和图3d是SLM成形0.5%TiC/2024铝合金的尺寸分布图和极射投影图。由尺寸分布图可以看出,SLM成形2024铝合金的晶粒尺寸分布于4-90μm,平均尺寸为20.1μm,图中晶粒形貌为粗大柱状晶,贯穿多个熔池生长,并且图中红色晶粒居多,表明沿<100>的晶粒居多,择优取向明显。SLM成形0.5%TiC/2024铝合金的晶粒尺寸分布于0-6μm范围内,平均晶粒尺寸为1.86μm,晶粒尺寸分布均匀,无明显的择优取向。表明纳米TiC颗粒在SLM成形过程中能够起到极好的异质形核作用,并提高形核率,从而显著细化晶粒。根据标准极射投影图可以得出,SLM成形2024铝合金的织构类型为典型的{001}<100>立方织构。而SLM成形0.5%TiC/2024铝合金无明显择优取向。
图3 SLM成形2024铝合金的背散衍射图:(a)(c)2024铝合金;(b)(d)0.5%TiC/2024铝合金
4. 结论
(1)通过SLM成形2024铝合金和挤压铸造成形2024铝合金的显微组织对比,SLM成形2024铝合金的微观结构复杂,不及挤压铸造成形2024铝合金分布均匀,这是由于激光选区熔化(SLM)过程中的高热通量和快速冷却速率(103-106K/s)导致的。
(2)通过SLM成形2024铝合金和挤压铸造成形2024铝合金的第二相对比,SLM成形2024铝合金的第二相主要分布在晶粒内部,挤压铸造成形2024铝合金第二相析出在晶界处,这是由于在SLM过程中的快速凝固会阻碍铜和镁的扩散,令SLM成形2024铝合金的第二相析出受到限制。
(3)通过向2024铝合金中加入纳米TiC颗粒,能够促使SLM成形2024铝合金粗大柱状晶向等轴晶转变,显著细化晶粒,并且能够减弱SLM成形2024铝合晶的择优取向性,从而降低织构
参考文献
黎志勇, 杨斌, 王鹏程. 等. 金属3D打印技木研究现状及其趋势[J]. 新技术工艺,2017, 04: 25-28.
Louvis E., Fox P., Sutcliffe C.J., et al. Selective laser melting of aluminum components[J]. Materials Processing Technology. 2011, 211: 275-84.
Bartkowiak K., Ullrich S., Frick T., et al. New developments of laser processing aluminium alloys via additive manufacturing technique[J]. Physcial Procedia. 2011, 12: 393-401.
Gu D.D., Meiners W., Wissenbach K., Poprawe R., et al. Laser additive manufacturing of metallic components: materials processes and mechanisms[J]. International Materials. 2012, 57: 64-133.
Aboulkhair N.T., Simonelli M., Parry L., et al. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting[J]. Progress in Materials Science, 2019, 106: 106-120.
Wang L., Liu. Y., et al. Fabrication of spherical AlSi10Mg powders by radio frequency plasma spheroidization[J]. Metallurgical & Materials Transactions. 2016, 7: 2444-2453.
朱海红, 廖海龙. 等. 高强铝合金的激光选区熔化成形研究现状[J]. 激光与光电子学进展. 2018, 55(1): 16-22.
Tan Q., Liu Y., et al. Effect of processing parameters on the densification of an additively manufactured 2024 Al alloy[J]. Journal of Materials Science & Technology, 2020, 58: 34-45.
肖冠菲, 姜巨福. 等. 2024铝合金筒形件流变挤压铸造研究[J]. 精密成形工程, 2020, 12(3): 95-103.


 网站首页
网站首页 协会概况
协会概况 最新资讯
最新资讯 政策专区
政策专区 产业链配套
产业链配套 行业统计
行业统计 技术交流
技术交流 服务专区
服务专区 人力资源
人力资源 会员中心
会员中心 招商
招商 联系我们
联系我们